























































उन ब्रांडों के लिए जहां सीम विफलता स्वीकार्य परिणाम नहीं है, उन दो स्थितियों के बीच का अंतर कुछ विस्तार से समझने लायक है।
27.12 मेगाहर्ट्ज मानक: आरएफ वेल्डिंग अलग तरह से गर्म क्यों होती है
आरएफ वेल्डिंग और पारंपरिक थर्मल बॉन्डिंग के बीच मुख्य अंतर केवल दक्षता नहीं है - यह सामग्री के माध्यम से गर्मी की दिशा है।
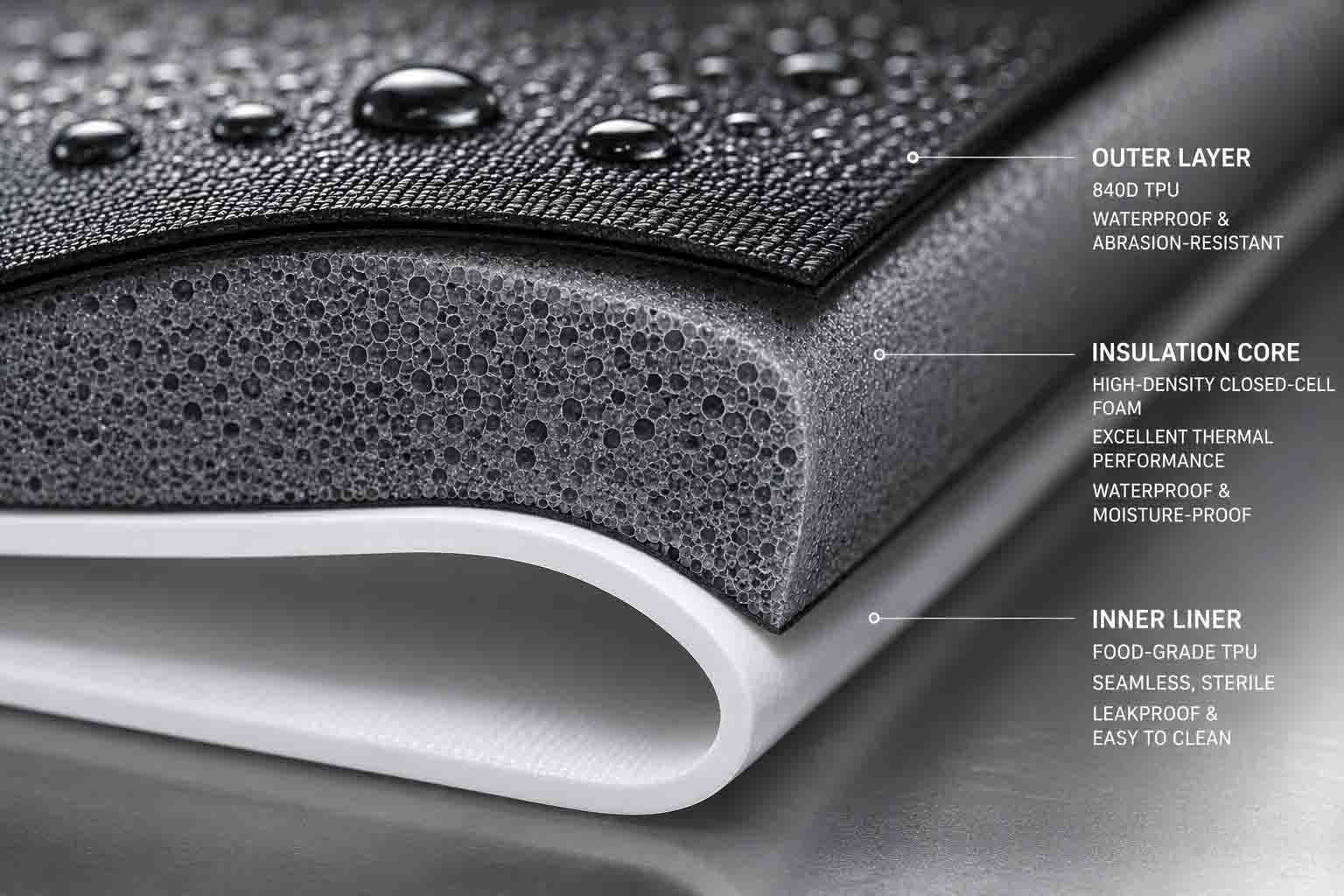
पारंपरिक तरीके (हॉट बार, हीटेड प्लेटेंस, हीट गन) सामग्री की सतह पर ऊर्जा लागू करते हैं और आंतरिक भाग को बॉन्डिंग तापमान पर लाने के लिए चालन पर निर्भर करते हैं। पतली फिल्मों के लिए यह पर्याप्त रूप से काम करता है। प्रीमियम वॉटरप्रूफ गियर में उपयोग किए जाने वाले मोटे, घने टीपीयू लेमिनेट फैब्रिक के लिए, यह एक व्यावहारिक समस्या पैदा करता है: आंतरिक इंटरफ़ेस को फ्यूजन तापमान पर लाने के लिए पहले बाहरी परत को झुलसाने या विकृत होने का जोखिम उठाने के लिए पर्याप्त सतह पर रहने के समय की आवश्यकता होती है। जैसे-जैसे सामग्री की मोटाई बढ़ती है, "पर्याप्त नहीं" और "बहुत अधिक" के बीच की खिड़की संकीर्ण हो जाती है।
आरएफ वेल्डिंग सामग्री को अंदर की ओर संचालित करने के बजाय उसके भीतर से गर्मी पैदा करके इसे बायपास कर देती है। व्यावसायिक आरएफ वेल्डिंग उपकरण 27.12 मेगाहर्ट्ज पर संचालित होता है - औद्योगिक उपकरणों के इस वर्ग के लिए आवंटित आईएसएम (औद्योगिक, वैज्ञानिक और चिकित्सा) रेडियो फ्रीक्वेंसी बैंड। इस आवृत्ति पर, वैकल्पिक विद्युत चुम्बकीय क्षेत्र टीपीयू के भीतर ध्रुवीय अणुओं को प्रत्येक दोलन के साथ पुनः संरेखण का प्रयास करने का कारण बनता है: प्रति सेकंड लगभग 27 मिलियन बार। इससे पैदा होने वाला आणविक घर्षण पूरे वेल्ड क्षेत्र में, उस इंटरफ़ेस पर, जहां संलयन की आवश्यकता होती है, समान रूप से गर्मी उत्पन्न करता है, सतह से आंतरिक थर्मल चालन पर निर्भर किए बिना।
एक साथ लागू वायवीय दबाव के तहत, जुड़ने वाले इंटरफ़ेस पर सामग्री संलयन तापमान तक पहुंच जाती है और परतें आणविक स्तर पर विलीन हो जाती हैं। एक बार जब क्षेत्र हटा दिया जाता है और सामग्री निरंतर दबाव में ठंडी हो जाती है, तो दो पैनलों के बीच की मूल सीमा अब संरचनात्मक रूप से मौजूद नहीं रहती है - वेल्ड ज़ोन सामग्री का एक निरंतर टुकड़ा बन गया है। विनाशकारी खिंचाव परीक्षण में, यह क्षेत्र आम तौर पर आसपास के बेस फैब्रिक के विफलता बिंदु से आगे रहता है। वह परिणाम उचित रूप से निष्पादित आरएफ वेल्ड के लिए व्यावहारिक बेंचमार्क है।
वेल्डिंग 840डी हाई-टेनेसिटी टीपीयू: त्रुटि के लिए एक संकीर्ण मार्जिन
आरएफ वेल्डिंग संगत थर्मोप्लास्टिक्स-पीवीसी, पीईटी, ईवीए, विभिन्न पीयू-लेपित कपड़ों की एक श्रृंखला में काम करती है। हेवी-ड्यूटी आउटडोर अनुप्रयोगों के लिए जिन्हें लोड के तहत निरंतर घर्षण प्रतिरोध और संरचनात्मक अखंडता की आवश्यकता होती है, 840-डेनियर उच्च-दृढ़ता टीपीयू बेंचमार्क सामग्री है। यह वह भी है जो प्रक्रिया अंशांकन पर सबसे अधिक मांग रखता है।
उच्च डेनियर का अर्थ है वेल्ड क्षेत्र में अधिक सामग्री द्रव्यमान, जिसे संलयन तापमान पर लाने के लिए अधिक विद्युत चुम्बकीय ऊर्जा की आवश्यकता होती है। कठिनाई यह है कि इसका मतलब केवल बिजली बढ़ाना नहीं है। ऑपरेटिंग विंडो - अपर्याप्त ऊर्जा (अधूरा संलयन, रिसाव-प्रवण वेल्ड) और अत्यधिक ऊर्जा (सामग्री का झुलसना, समझौता जलरोधक अवरोध) के बीच की सीमा - जैसे-जैसे कपड़े का वजन बढ़ता है, संकीर्ण होती जाती है। एक पावर सेटिंग जो 420डी टीपीयू पर सफाई से काम करती है, एक ही चक्र समय में 840डी पर ठंडे धब्बे उत्पन्न कर सकती है, जबकि 840डी के लिए कैलिब्रेटेड एक सेटिंग उसी उत्पाद में पतली सामग्री को जला सकती है।
इसे प्रबंधित करने के लिए सामग्री-विशिष्ट अंशांकन की आवश्यकता होती है। जब 840डी टीपीयू एक उत्पादन लाइन में प्रवेश करता है - चाहे एक नया उत्पाद परिचय हो या एक ही आपूर्तिकर्ता से सामग्री का एक नया बैच - आरएफ पावर आउटपुट, प्रेस दबाव और चक्र समय को उस विशिष्ट सामग्री के खिलाफ मान्य करने की आवश्यकता होती है: इसका डेनियर, टीपीयू कोटिंग वजन, और फॉर्मूलेशन। ये पैरामीटर एक दस्तावेजित एसओपी में हैं, जिन्हें प्रत्येक उत्पादन रन की शुरुआत में सत्यापित किया जाता है। कपड़े के सभी वजनों पर एक समान सेटिंग लागू करने वाली सुविधा यह काम नहीं कर रही है, भले ही क्षमता का वर्णन कैसे भी किया गया हो।
तीन प्रक्रिया चर जो उत्पादन स्थिरता निर्धारित करते हैं
दबाव परीक्षण से गुजरने वाला एक प्रोटोटाइप स्थापित करता है कि सही वेल्ड प्राप्त किया जा सकता है। लगातार उत्पादन के लिए उन चरों को नियंत्रित करने की आवश्यकता होती है जो यह निर्धारित करते हैं कि यह पूरे वॉल्यूम में दोहराए जाने योग्य है या नहीं।
डाई टूलींग परिशुद्धता
वेल्डिंग डाई - आकार का इलेक्ट्रोड जो सामग्री से संपर्क करता है और वेल्ड ज्यामिति को परिभाषित करता है - विशिष्ट सीम पैटर्न के लिए आवश्यक आयामों के लिए पीतल या एल्यूमीनियम से मशीनीकृत किया जाता है। इस टूलींग में आयामी सटीकता कोई गौण चिंता का विषय नहीं है। एक असमान डाई सतह वेल्ड क्षेत्र में असमान दबाव वितरण पैदा करती है, जो असमान आंतरिक ताप पैदा करती है: ठंडे स्थान जहां सामग्री पूर्ण संलयन तापमान तक नहीं पहुंच पाती है और गर्म स्थान जहां इसे अत्यधिक गर्म किया जाता है। ठंडे स्थान रिसाव आरंभ बिंदु बन जाते हैं। हॉट स्पॉट सामग्री के पतले होने के क्षेत्र बन जाते हैं जो दीर्घकालिक सीम अखंडता से समझौता करते हैं।
डाई घिसाव का उत्पादन मात्रा पर समान प्रभाव पड़ता है। संपर्क सतहें जो उत्पादन अभियान की शुरुआत में सहनशीलता के भीतर थीं, धीरे-धीरे सहनशीलता से बाहर हो जाती हैं। जिम्मेदार आरएफ वेल्डिंग संचालन मरने की स्थिति को ट्रैक करते हैं और वेल्ड की गुणवत्ता को प्रभावित करने से पहले टूलींग को प्रतिस्थापित या पुन: कैलिब्रेट करते हैं - न कि क्यूसी परीक्षण के बाद बढ़ी हुई विफलता दर दिखाई देने लगती है।
दबाव अनुप्रयोग: दो चरण, दो अलग-अलग कार्य
आरएफ वेल्डिंग में वायवीय दबाव सक्रिय वेल्ड चरण और उसके बाद आने वाले शीतलन चरण के दौरान अलग-अलग कार्य करता है, और दोनों ही मायने रखते हैं।
सक्रिय आरएफ चरण के दौरान, दबाव वेल्ड इंटरफ़ेस पर सामग्री परतों के बीच घनिष्ठ संपर्क सुनिश्चित करता है, जिससे टीपीयू संलयन तापमान तक पहुंचने पर आणविक अंतर्संबंध सक्षम हो जाता है। आरएफ ऊर्जा हटा दिए जाने के बाद शीतलन चरण के दौरान, दबाव जुड़े हुए क्षेत्र को स्थिति में रखता है जबकि पॉलिमर श्रृंखलाएं जम जाती हैं। वेल्ड ज़ोन के पर्याप्त रूप से ठंडा होने से पहले दबाव जारी करने से अभी भी नरम सामग्री ख़राब हो जाती है - जिससे वेल्ड ज़ोन किनारों पर एक कमजोर बंधन और आयामी विसंगतियाँ पैदा होती हैं जो उपयोग में तनाव एकाग्रता बिंदु बन जाती हैं।
उच्च-मात्रा आरएफ वेल्डिंग में समय से पहले दबाव रिलीज सबसे आम प्रक्रिया शॉर्टकट में से एक है, जहां चक्र समय दबाव अगले भाग में जल्दी से जाने के लिए परिचालन प्रोत्साहन बनाता है। परिणामी वेल्ड अक्सर दृश्य निरीक्षण और प्रारंभिक कम दबाव परीक्षण से गुजरते हैं, फिर निरंतर लोड और क्षेत्र में बार-बार फ्लेक्स साइक्लिंग के तहत बढ़ी हुई विफलता दर दिखाते हैं।
चक्र समय
एक पूर्ण आरएफ वेल्डिंग चक्र तीन चरणों में चलता है: प्री-प्रेस (आरएफ सक्रियण से पहले लागू दबाव, सामग्री को डाई में सही ढंग से बैठने की इजाजत देता है), सक्रिय वेल्ड (आरएफ ऊर्जा चालू, आणविक हीटिंग और संलयन होता है), और दबाव के तहत ठंडा करना (आरएफ बंद, वेल्ड जोन जमना)। प्रत्येक चरण में सामग्री की मोटाई, कोटिंग वजन और उपयोग में डाई ज्यामिति के लिए विशिष्ट इष्टतम अवधि होती है।
ये समय सामग्री के बीच स्थानांतरित नहीं होते हैं। एक विशिष्ट टीपीयू विनिर्देश के लिए विकसित एक चक्र भारी कपड़े को अंडर-वेल्ड करेगा और उसी उत्पाद में अन्यत्र उपयोग की जाने वाली हल्की सामग्री को ओवर-वेल्ड करने का जोखिम उठाएगा। जब उत्पादन के दौरान सामग्री विनिर्देश बदलते हैं - अलग-अलग डेनियर, अलग-अलग कोटिंग वजन, अलग-अलग आपूर्तिकर्ता बैच - चक्र मापदंडों को पुन: सत्यापन की आवश्यकता होती है, निरंतरता की धारणा की नहीं।
1.0 बार हाइड्रोस्टैटिक दबाव परीक्षण: यह वास्तव में क्या पुष्टि करता है
दृश्य सीम निरीक्षण सतह-स्तर के दोषों की पहचान करता है: दृश्यमान जलने के निशान, वेल्ड कवरेज में स्पष्ट अंतराल, सकल आयामी विरूपण। यह अंडर-फ़्यूज्ड आंतरिक क्षेत्रों, वेल्ड इंटरफ़ेस पर सूक्ष्म रिक्तियों, या ठंडे स्थानों की पहचान नहीं करता है जो परिवेशीय परिस्थितियों में रहते हैं लेकिन लोड के तहत खुलते हैं। किसी भी दबाव-रेटिंग दावे वाले जलरोधी उत्पादों के लिए, दृश्य निरीक्षण एक फर्श है, छत नहीं।
1.0 बार हाइड्रोस्टैटिक दबाव परीक्षण गंभीर आरएफ वेल्डेड आउटडोर उत्पादों के लिए सत्यापन मानक है। एक बार 10-मीटर पानी के स्तंभ के हाइड्रोस्टैटिक दबाव से मेल खाता है - जो कि अधिकांश बाहरी उत्पादों को क्षेत्र में उपयोग के दौरान आने वाली जलमग्न स्थितियों से काफी परे है, जो वास्तव में इसे एक सार्थक उत्पादन योग्यता परीक्षण बनाता है।

प्रक्रिया: तैयार उत्पादों को 1.0 बार आंतरिक दबाव तक फुलाया जाता है और या तो पानी में डुबोया जाता है या एक निर्धारित अवधि के लिए दबाव में रखा जाता है। पास की स्थिति किसी भी सीम, वेल्ड ज़ोन या समापन बिंदु से शून्य सूक्ष्म-बुलबुला उत्सर्जन है। एक एकल बुलबुला एक रिसाव मार्ग को इंगित करता है जो पैमाने की परवाह किए बिना क्षेत्र के उपयोग के तहत पानी को स्वीकार करेगा। इस परीक्षण स्तर पर कोई आंशिक उत्तीर्णता स्वीकार्य नहीं है।
परीक्षण जो पुष्टि करता है वह इससे आगे जाता है कि परीक्षण के समय कोई विशिष्ट इकाई दबाव रखती है या नहीं। 1.0 बार से गुजरने वाले उत्पाद ने प्रत्येक वेल्ड क्षेत्र में पूर्ण आणविक संलयन, संपूर्ण सीम ज्यामिति में सही डाई संपर्क और दबाव जारी होने से पहले पर्याप्त शीतलन की पुष्टि की है। उत्पादन संचालन के दौरान लगातार पास दरें प्रक्रिया नियंत्रण का प्रमाण हैं - न कि व्यक्तिगत इकाई भिन्नता जो सकारात्मक प्रवृत्ति के साथ हुई।
परीक्षण की आवृत्ति परीक्षण की गंभीरता जितनी ही परिणामी है। महत्वपूर्ण सीम उत्पादों पर प्रति-यूनिट परीक्षण पूर्ण उत्पादन कवरेज प्रदान करता है और शिपमेंट से पहले व्यक्तिगत विफलताओं को पकड़ता है। बैच नमूनाकरण कम लागत पर सांख्यिकीय विश्वास प्रदान करता है लेकिन व्यक्तिगत विफलताओं की अनुमति देता है। उपयुक्त प्रोटोकॉल एकल इकाई क्षेत्र विफलता की डाउनस्ट्रीम लागत पर निर्भर करता है - उन उत्पादों के लिए जहां एक रिसाव वारंटी दावा और संभावित ब्रांड एक्सपोज़र उत्पन्न करता है, प्रति-यूनिट परीक्षण तर्कसंगत स्थिति है।
आरएफ वेल्डिंग क्षमता का मूल्यांकन: प्रश्न जो प्रक्रिया परिपक्वता को अलग करते हैं
आरएफ वेल्डेड वॉटरप्रूफ उत्पादों में रिसाव की रोकथाम एक इंजीनियरिंग परिणाम है, विनिर्माण दावा नहीं। प्रक्रिया चर ज्ञात हैं, नियंत्रण विधियाँ स्थापित की गई हैं, और परिणाम को मान्य करने वाला परीक्षण प्रोटोकॉल अच्छी तरह से परिभाषित है। इस क्षेत्र में वास्तविक क्षमता वाला एक निर्माता उन विशिष्ट शब्दों में अपने संचालन का वर्णन करेगा।
आपूर्तिकर्ता मूल्यांकन के दौरान पूछे जाने वाले प्रश्न ठोस हैं:
सामग्री विनिर्देश के अनुसार आरएफ पावर सेटिंग्स और चक्र समय को कैसे प्रलेखित किया जाता है, और सामग्री बैच बदलने पर पुन: सत्यापन को क्या ट्रिगर करता है?
डाई की स्थिति की निगरानी कैसे की जाती है और टूलींग को किस सीमा पर बदला जाता है?
क्या हाइड्रोस्टैटिक परीक्षण प्रति यूनिट या बैच सैंपलिंग द्वारा किया जाता है, और किस दबाव पर?
क्या वे तुलनीय उत्पादों के हालिया उत्पादन के परीक्षण रिकॉर्ड प्रदान कर सकते हैं?
ये उस सुविधा के लिए कठिन प्रश्न नहीं हैं जो वास्तव में इन चरों को नियंत्रित करती है। वे उस सुविधा के लिए बहुत कठिन प्रश्न हैं जो बिना प्रक्रिया अनुशासन के आरएफ वेल्डिंग उपकरण चलाता है। उत्तर आपको बताते हैं कि आप किस स्थिति में हैं।